
[ad_1]
(Noticias de Nanowerk) La modificación superficial de micronanopartículas a nivel atómico y casi atómico es de gran importancia para sus aplicaciones en una variedad de campos, tales como almacenamiento de energía, catálisis, sensores, biomedicina, etc. Con el fin de satisfacer las necesidades de las industrias en En estos campos, existe una necesidad urgente de desarrollar la producción a gran escala de recubrimientos atómicamente precisos sobre materiales particulados.
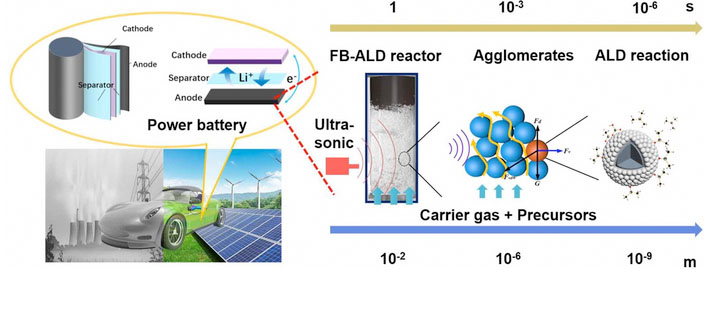
Un proceso de fabricación avanzado, la deposición de capas atómicas (ALD) es un proceso de deposición de película delgada que proporciona capas sin perforaciones con un control preciso del espesor a nivel de angstrom y una homogeneidad excepcional en estructuras complejas. El ALD de lecho fluidizado (FB-ALD) ha mostrado un gran potencial para películas atómicamente ultrafinas en partículas a granel.
En un nuevo artículo publicado en el Revista internacional de fabricación extrema («Un estudio experimental y de modelado multiescala combinado sobre la modificación de la superficie de micronanopartículas de gran volumen con precisión atómica»), un equipo de investigación dirigido por el profesor Rong Chen del State Key Laboratory of Digital Manufacturing Equipment and Technology, School of Mechanical Science e Ingeniería, Universidad de Ciencia y Tecnología de Huazhong, China, estudió ampliamente el efecto de las vibraciones ultrasónicas en la hidrodinámica y el comportamiento de aglomeración de partículas en un reactor FB-ALD mediante simulación CFD-DEM. Para caracterizar la calidad de la fluidización, se presentan las caídas de presión y expansiones del lecho, la energía cinética turbulenta del fluido, la distribución de las velocidades de las partículas y la fracción de volumen de sólidos, así como los tamaños de los aglomerados. Se estudian diferentes amplitudes y frecuencias de vibraciones ultrasónicas para encontrar las condiciones óptimas para mejorar la calidad de fluidización y la eficiencia de recubrimiento del proceso FB-ALD.
Para estudiar el efecto de las vibraciones ultrasónicas en el comportamiento general de fluidización, se aplica una vibración ultrasónica típica con una frecuencia de 20 kHz y una amplitud de 20 µm al FB después de que la fluidización haya alcanzado un estado estable. Cuando comienza la vibración ultrasónica, la velocidad de las partículas cerca de la pared vibratoria aumenta inmediatamente. El número de partículas con altas velocidades también aumenta, lo que lleva a más colisiones partícula-partícula. Además, la altura del lecho aumenta gradualmente con el tiempo, lo que implica que la vibración ultrasónica puede promover de manera efectiva la dispersión de partículas.
Además, la canalización también se reduce por el campo ultrasónico. Estas mejoras en el comportamiento de fluidización son beneficiosas para el proceso de recubrimiento de partículas, ya que las moléculas precursoras pueden difundirse más rápida y uniformemente en los aglomerados, lo que aumenta la eficiencia general del recubrimiento.
El movimiento de fluidos turbulentos es la razón principal por la que las partículas logran un movimiento aleatorio, y la energía cinética de la turbulencia es el factor clave para evaluar la energía de fractura de los aglomerados de partículas. Sin la vibración ultrasónica, la energía cinética de la turbulencia es bastante pequeña y permanece sin cambios. Sin embargo, tan pronto como se aplica la vibración ultrasónica, la energía cinética de turbulencia máxima aumenta bruscamente. Resulta que la energía cinética máxima de la turbulencia aumenta al aumentar la frecuencia o la amplitud.
También se realizan caracterizaciones del número de coordinación y la distribución del tamaño del aglomerado para todos los casos para investigar cuantitativamente el comportamiento de aglomeración y fractura de las partículas. Cuando la frecuencia ultrasónica se establece en 20 kHz, el efecto de desaglomeración del campo ultrasónico aumenta con la amplitud ultrasónica. A medida que la frecuencia ultrasónica aumenta de 10 kHz a 20 kHz, la probabilidad de aglomerados formados por dos partículas primarias aumenta rápidamente, mientras que los aglomerados formados por tres a diez partículas primarias disminuyen. Esto indica que la vibración ultrasónica con una frecuencia de 20 kHz puede romper aún más los pequeños aglomerados en aglomerados más pequeños o incluso partículas individuales.
Para verificar los resultados de la simulación, se realizaron experimentos de revestimiento comparativos con un reactor FB-ALD asistido por vibración ultrasónica en partículas NCM811, que pueden proporcionar una alta densidad de energía en baterías automotrices de iones de litio (LIB). Las imágenes SEM de las nanopartículas recubiertas también muestran que las partículas se dispersaron de manera efectiva en el FB-ALD asistido por vibración ultrasónica, lo que resultó en capas más conformadas y una mayor eficiencia de recubrimiento. Los datos experimentales concuerdan bien con los resultados de la simulación, que han confirmado la eficacia del modelo CFD DEM dinámico multiescala.
La profesora Chen Rong y otros investigadores de su grupo señalaron varios puntos clave en la implementación de la tecnología FB-ALD asistida por vibración ultrasónica: “¿Es el modelo FB CFD-DEM actual, de unos pocos milímetros de tamaño, lo suficientemente preciso para predecir el comportamiento de las partículas? en un reactor FB-ALD asistido por vibración ultrasónica a escala?
“Aunque el modelo CFD-DEM multiescala actual solo cubre escalas desde aglomerados simples hasta FB con un tamaño de unos pocos milímetros, ha revelado con éxito el comportamiento de aglomeración y fractura de partículas con asistencia ultrasónica. Con el desarrollo de la teoría multiescala y la ciencia computacional, se cree que este modelo se desarrollará aún más para permitir una mejor investigación desde la escala de laboratorio hasta la escala de producción”.
“¿Cómo afecta la vibración ultrasónica a la rotura del aglomerado? ¿Siempre es mejor usar frecuencias ultrasónicas más altas?”
“Hay un valor crítico de la frecuencia ultrasónica. Cuando el valor ultrasónico es inferior al valor crítico, la velocidad media de las partículas y el tamaño del aglomerado aumentan al aumentar la frecuencia ultrasónica. Sin embargo, cuando la frecuencia ultrasónica excede este valor crítico (por ejemplo, 40 kHz), las partículas comienzan a aglomerarse cerca de la pared vibratoria”.
«¿Qué aspectos debemos considerar al optimizar los parámetros del proceso o diseñar el reactor FB-ALD de vibración ultrasónica para recubrir grandes cantidades de nanopartículas?»
“La elección de frecuencias o amplitudes ultrasónicas depende de muchos factores, como la presión del reactor, las fuerzas cohesivas equivalentes entre las partículas, así como la distribución del tamaño de las partículas en todo el FB. Para el diseño óptimo del reactor también se requieren conocimientos de áreas afines como la hidromecánica y la ingeniería mecánica”.
Los investigadores han sugerido que varios tipos de materiales particulados se beneficiarán enormemente de la tecnología FB-ALD asistida por vibraciones ultrasónicas. El soporte de vibración ultrasónica puede acelerar efectivamente la velocidad de líquidos y partículas cerca de la pared vibratoria. La calidad de fluidización mejorada de las nanopartículas también facilitará inevitablemente la transferencia de calor y la difusión de precursores en todo el reactor FB-ALD y los aglomerados, lo que puede mejorar significativamente la eficiencia del recubrimiento.
[ad_2]